南京群基机电设备有限公司
专注于台湾群基、台湾建德、日本沙迪克品牌设备提供商
全国免费服务热线:13776106950

南京群基机电设备有限公司
专注于台湾群基、台湾建德、日本沙迪克品牌设备提供商
根据电极的形状和工艺设置,我们可以从原材料中获得许多不同的形状和精度。基于这些,我们可以将 电火花加工EDM 过程分为三种不同的类型。这些是:
电火花成形加工机
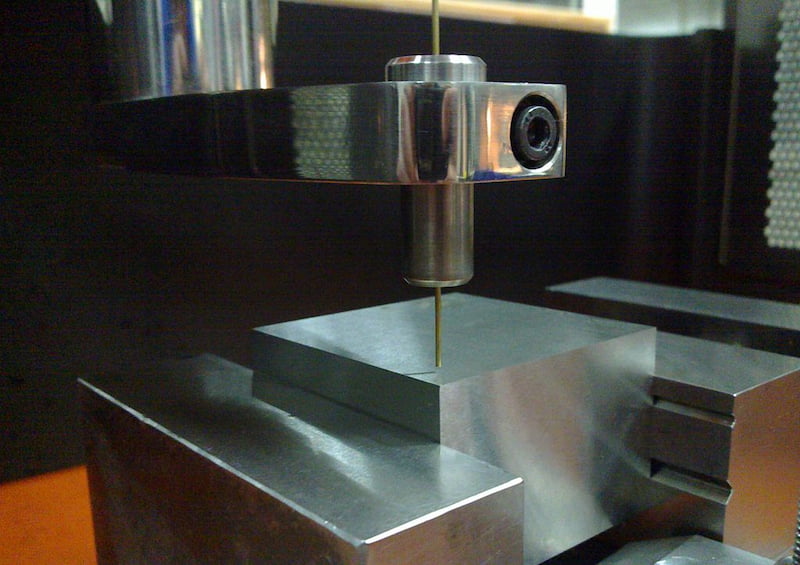
电火花线切割
钻孔电火花机

电火花成形加工工艺使用所需切割的负形状的模具作为电极。该模具在介电流体存在下接触或“沉入”工件中。这会通过电极和工件之间的一系列放电在工件中产生模具的负面印象。
想象一下将金属物体压入粘土中。粘土呈现金属物体的负形状。电火花成形加工工艺的工作原理相同。
当人们谈论电火花加工时,这就是通常提到的过程。它是传统的 EDM 工艺,也称为型腔式、体积式、冲压或电火花成形加工。
在腔体式电火花加工中,电极材料的选择取决于材料的导电性和抗侵蚀性。他们俩都越高越好。因此,这些电极通常由石墨或铜制成。然而,石墨更容易加工。加工电极所涉及的成本可能很高,除非更高的产量可以证明其合理性。
使用这种方法,制造商可以创建通过 CNC 加工服务无法实现的复杂特征(例如尖锐的内角)。

电火花线切割工艺使用细如发丝而不是模具作为该工艺的电极。导线将电荷传导到材料上,从而在所需位置对材料造成微观侵蚀。
其工作原理类似于带锯中的刀片。金属丝穿过材料并在两个维度上进行垂直切割。线材直径范围为 0.05 mm 至 0.35 mm。
电线通常由铜或黄铜制成,并固定在金刚石导轨之间。由于线材在加工过程中也会燃烧,因此在切割过程中会不断从线轴中拉出新线材,以保持成品零件的准确性和精密度。
然而,通过这个过程很难实现尖锐的内角。这是因为导线和材料之间的火花间隙会产生半径约为 0.15 毫米的小内角,而不是完美的垂直度。
通常,线切割过程从工件的其中一个边缘开始。但是也可以从工件的中心开始加工过程。
在这种情况下,使用称为小孔钻孔 EDM 的工艺在工件中心创建一个孔。然后,将金属丝穿过孔,开始切割。
工程师使用线切割 EDM 创建具有极其严格公差的极其复杂的形状。如果需要,线切割机可用于制造用于手表和其他应用的微型零件。
电火花打孔机 EDM 是一种特殊类型的 EDM 工艺,它使用管状电极在合适的材料中钻出小而深的腔体。工作原理与其他电火花 EDM 工艺相同,但介电流体通过电极本身供应到加工现场。
去毛刺占制造成本的很大一部分。使用电火花 EDM 孔钻工艺,没有毛刺,这是比传统加工工艺的显着优势。
电火花打孔机EDM 具有非常特殊的应用,其中产品中需要复杂的腔体。例如,它在设计和制造高温涡轮叶片中的复杂冷却通道方面发挥了重要作用。








 联系我们
联系我们 一键电话
一键电话