南京群基机电设备有限公司
专注于台湾群基、台湾建德、日本沙迪克品牌设备提供商
全国免费服务热线:13776106950

南京群基机电设备有限公司
专注于台湾群基、台湾建德、日本沙迪克品牌设备提供商
选择正确的砂轮类型并不是影响磨削结果的唯一因素。砂轮的正确安装和平衡也很重要。
安装过程取决于砂轮类型。氧化铝、CBN 和金刚石砂轮的程序说明如下。
目视检查砂轮并检查允许的转数或圆周速度。
进行叮当声测试以检查砂轮是否有裂纹:用非金属锤轻轻敲击砂轮。如果可以听到清晰的铃声,则轮子没问题。
在法兰和砂轮之间放置塑料吸墨纸,以补偿谷物峰值和不均匀度。或者,可以使用纸板吸墨纸,这些吸墨纸的两面都用油或冷却剂润湿。吸墨纸只能使用一次。
给法兰上油。
将砂轮安装到法兰上:夹紧面必须干净平整,并且砂轮应易于滑动。
用扭矩扳手在法兰上沿对角线均匀拧紧法兰螺栓。
该过程类似于氧化铝砂轮的过程。金属或树脂基轮体不需要环测试或塑料吸墨纸。
仅稍微拧紧安装螺钉,以便轻轻敲击即可移动车轮。
将砂轮安装在机器上。
用千分表检查跳动,必要时用塑料锤纠正(跳动< 0.02 毫米)。检查磨料表面的跳动时,应使用带有测针滚轮的测量设备,以避免探头磨损。
用扭矩扳手在法兰上均匀地对角线拧紧法兰螺栓,并检查跳动。
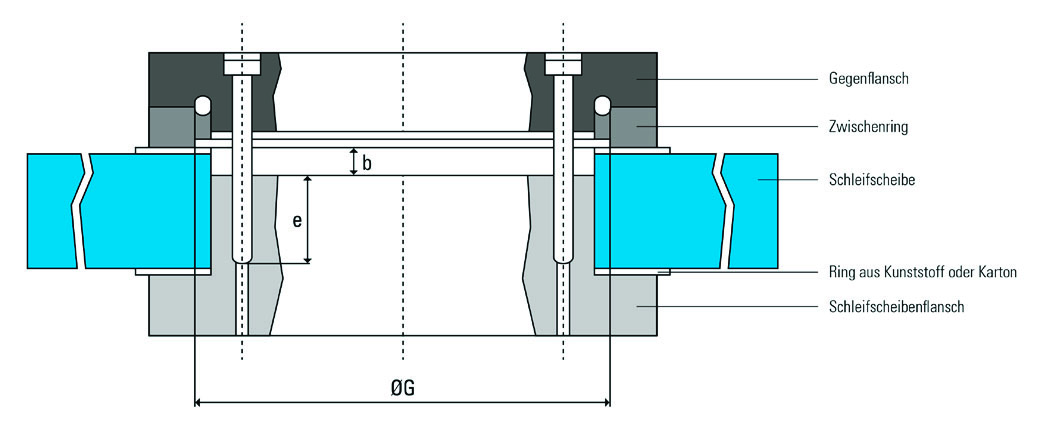
旋入深度(e ≥ 1.5 x 砂轮法兰的螺纹直径
)是标准值 (FEPA),不得更改。
注意: 必须正确夹紧砂轮(距离 b)。如有必要,必须在砂轮和反向法兰之间安装一个距离环。法兰和距离环必须卸压至相同的直径 (G),否则可能会将砂轮剪掉。
不同的砂轮类型以相同的方式进行平衡。有两种平衡方法:静态平衡和动态平衡。
砂轮的静态平衡是在机床上没有平衡装置的情况下进行的。在这种情况下,平衡是在机器外部的平衡架上进行的。平衡过程是在砂轮静止的情况下进行的。
平衡架
必须使用水平仪来调平平衡架,并且砂轮必须是干燥的。平衡心轴、其底座以及接触表面必须清洁。此外,平衡架必须放置在坚固的底座上(没有橡胶垫)。
程序
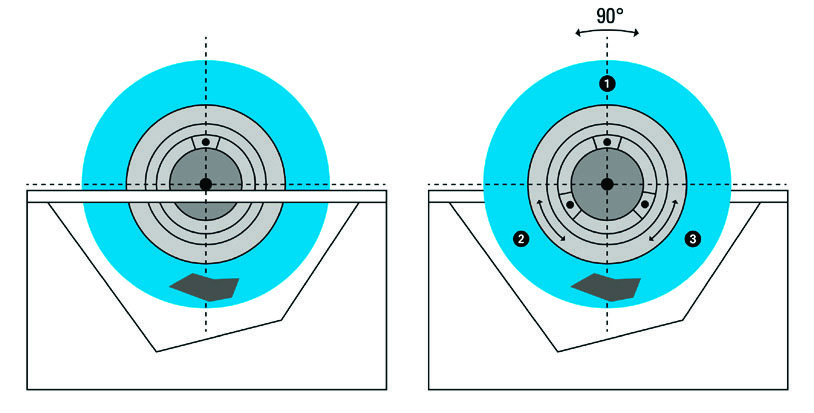
取下所有平衡砝码。
将砂轮放在平衡架上并使其稳定下来。
轮子最重的点现在位于底部。1 号砝码正好安装在车轮最重点的位置,并且不会移动。
将另外两个砝码 2 号和 3 号对称排列在大约 120° 处。
现在砂轮旋转 90° 并停止。如果 1 号砝码向下拉动,则将其他两个砝码对称地从 1 号砝码上移开。如果情况相反,请将其他两个权重移向 1 号。
优势
经济高效
弊
必须从机器上拆下砂轮以进行平衡
这种方法不如动平衡精确
动平衡在机器内部通过旋转的砂轮进行。下面介绍了动态平衡的两种变体。
手动平衡 (预平衡)
需要一个永久安装在机器中的单元,该单元可以通过控制器作或用作外部仪表。
砂轮安装在机器中。不需要事先进行静态平衡。
两个平衡块手动安装在法兰的中间位置(例如 0° 和 180°)。
在砂轮运行时,启动初始测量周期以检测不平衡和相位。
然后,将其中一个砝码调整定义的角度(例如 30°),并开始第二次测量。
根据这两个测量值,该装置确定平衡砝码必须安装的位置。
优势
快速准确的方法
经济高效
无需从机床上拆下砂轮即可随时进行平衡
一台机器一台单元最多可平衡 4 个砂轮
可进行 2 平面平衡(一个主轴上的 2 个轮子)
无易损件
弊
必须手动定位平衡砝码
自动平衡
这需要一个平衡头和一个平衡装置,两者都永久安装在机器中。
平衡头集成在磨削主轴中的砂轮后面。
平衡程序(平衡检查,必要时进行平衡)通过机器控制器启动。
该装置确定不平衡并控制平衡头。
平衡头使用电机将砝码移动到指定位置。
好处
无需手动调整
当砂轮打开时,平衡检查会自动开始。仅在必要时进行平衡
定期自动检查砂轮的平衡情况,并在必要时重新平衡
弊
价格昂贵
平衡头不能在安装在一个主轴上的两个砂轮上工作
无法进行 2 平面平衡
平衡周期需要很长时间(平衡过程是一个反复试验的过程,一直进行到达到所需的平衡质量)
比例如预平衡更容易受到干扰(受外部振动影响)
平衡头可能会磨损,可能需要大修或更换








 联系我们
联系我们 一键电话
一键电话